[VIP第1年] 指数:3
[VIP第1年] 指数:3
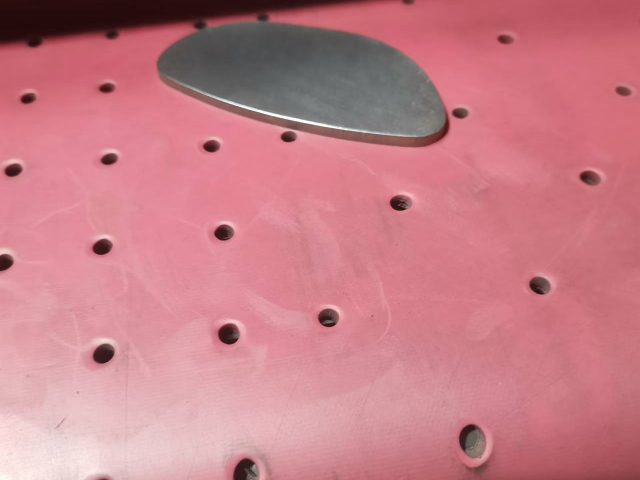
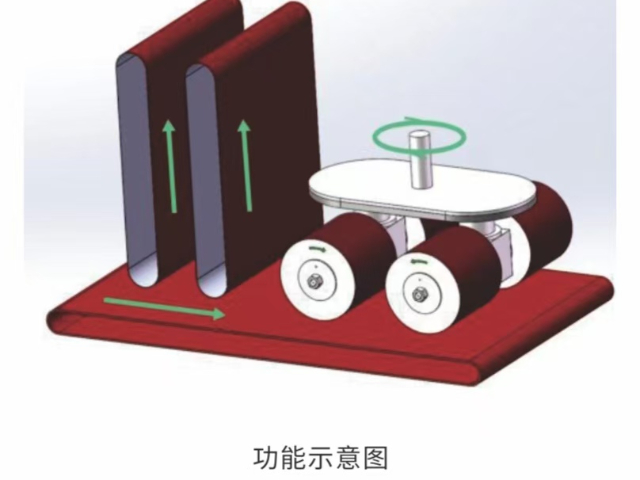
五金加工的工作原理:在使用该五金加工用压平打孔装置时,首先将该装置放置在所需地点,接通至外部电源,将五金材料放置在承载架6之间,再转动螺栓7使其向下移动,从而带动压板8向下移动,以此将材料压紧,从而带动材料向后移动,直至将需要打孔的位置移动至打孔模具18的正下方,启动液压缸15,液压缸15带动液压杆16伸长,从而带动承载块17和打孔模具18向下移动,以此完成打孔,且打孔过程中材料可受到垫板20的支撑作用,随后打孔材料落到收集箱22内,接着液压杆16收缩,再启动第二电机10,第二螺纹杆12在第二电机10和第二电机轴11的作用下转动,滑块14受到第二螺纹杆12和第二滑槽13的限位作用而左右移动,从而完成横向打孔,横向打孔结束后,材料随着承载架6继续向后移动,从而完成所有的打孔,工作结束后,向右取出收集箱22并对其中的打孔材料进行集中收集,取下双头螺栓19可将垫板20拆卸下来,方便根据打孔形状大小更换对应型号的打孔模具18,这就完成整个工作,且本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。 喷漆加工:五金厂在生产大件的五金成品时候都采用了喷漆加工。杭州品质五金加工批发价

在五金加工行业,对于很多精密五金机械零件的工厂在进行加工需要注意些什么?精密机械零件加工特点:1、精密机械零件加工精密零件加工精度以纳米,以至以原子单位为目的时,超精密零件切削加工办法已不能顺应,必要借助特种精密零件加工的办法,即应用化学能、电化学能、热能或电能等,使这些能量超越原子间的结合能,从而去除工件表面的局部原子间的附着、结合或晶格变形,以到达超精密加工的目的,属于这类加工的有机械化学抛光、离子溅射和离子注入、电子束曝射、激光束加工、金属蒸镀和分子束外延等。精密机械零件切削加工主要有精密车削、镜面磨削和研磨等,在精密车床上用经过精密研磨的单晶金刚石车刀进行微量车削,切削厚度1微米左右,常用于加工有色金属资料的球面、非球面和平面的反射镜等高精度、表面高度光亮的零件。 杭州一站式五金加工批发价车床加工旋转工件并用刀具切削,实现外圆、内孔等加工。

五金加工:1、喷漆加工:五金厂在生产大件的五金成品时候都采用了喷漆加工,通过喷漆加工使五金件避免生锈,比如:日常用品、电器外壳、工艺品等2、电镀:电镀也是五金加工为普遍的一种加工工艺,通过现代工艺技术对五金件表面电镀,保证产品长时间使用下不发生霉变生绣,电镀加工常见的有:螺丝、冲压件、电池片、车件、小饰品等等,3、表面抛光加工:表面抛光加工一般在日用品中比较长用,通过对五金产品进行表面毛刺处理比如:我们生产一把梳子,梳子是通过冲压而成的五金件,那么冲压出来的梳子边角是很锋利的,我们就要通过抛光将边角锋利部分抛成光滑面部,这样在使用的过程中才不会对人体造成伤害。
金表面加工细分可分为:五金喷漆加工、电镀、表面抛光加工、五金腐蚀加工等等五金零件表面加工:1、喷漆加工:五金厂在生产大件的五金成品时候都采用了喷漆加工,通过喷漆加工使五金件避免生锈,比如:日常用品、电器外壳、工艺品等2、电镀:电镀也是五金加工为普遍的一种加工工艺,通过现代工艺技术对五金件表面电镀,保证产品长时间使用下不发生霉变生绣,电镀加工常见的有:螺丝、冲压件、电池片、车件、小饰品等等,3、表面抛光加工:表面抛光加工一般在日用品中比较长用,通过对五金产品进行表面毛刺处理比如:我们生产一把梳子,梳子是通过冲压而成的五金件,那么冲压出来的梳子边角是很锋利的,我们就要通过抛光将边角锋利部分抛成光滑面部,这样在使用的过程中才不会对人体造成伤害。 五金加工工艺满足现代制造业需求。

对于五金加工的工厂来说,精密五金加工在经过一系列工序后,需要去毛刺处理,这样其棱边会得到不同程度的倒圆或倒角,精密五金加工件只有其精度达到使用要求后,产品的性能才能得到有效地保证。如果对此缺乏足够的认识,对棱边质量的要求和规定不科学,那么其标准就会偏高或者偏低,规定过高就不符合企业成本效益的原则,过低精密五金加工件的质量则保证不了。棱边质量造成的影响主要有以下几种情况:1、棱边质量过低会影响精密五金加工件的尺寸精度、形位精度以及表面粗糙度。2、棱边质量会影响弹簧和其它承受高应力零件的疲劳极限,没有去毛刺的弹簧比经过滚筒抛光倒圆的弹簧疲劳极限低1/2。3、精密五金加工件经热处理时,往往在棱边毛刺处开裂。综上所述,棱边质量对相互运动的零件尤其重要。如果质量不好的话,精密五金加工件在使用中会受到严重影响,毛刺的存在会造成加工或测量基准不良,使加工或测量失去准确性。 建筑行业需五金加工制造门窗、栏杆等金属构件。杭州品质五金加工哪家专业
五金加工精度要求高,需达微米级尺寸精度。杭州品质五金加工批发价
五金加工中对于冲压加工用不锈钢很常见,不锈钢的种类很多,按化学成分可分两大类,即铬钢和镍铬钢。铬钢中含多量铬再含有少量镍、钛等元素,镍铭钢中含多量铬和镍或再含有少量钛、钼等元素,按金相组织的不同,分为奥氏体型、铁素体型、马氏体型等几类。由于化学成分和金相组织的不同,各类不锈钢的力学性能、化学性质,物理性能也有较大差异,冲压工艺性也不相同。常用的不锈钢牌号有两类:甲类(属于马氏体型格钢),如1Crl3、2Cr13、3Cr13、4Cr13等:乙类(属于奥氏体型镍洛钢),如。以上两类不锈钢具有如下冲压技术特点:①为了获得好的塑性,应使材料处于软态,所以要进行热处理。甲类不锈钢的软化热处理是退火,乙类不锈钢的软化热处理是淬火;②在软态下,两类不锈钢的力学性能都具有较好的冲压工艺性,特别是具有较好的冲压变形工艺性,适合用于变形基本工序的冲压加工。但不锈钢的材料特性与普通碳钢相比,是大不相同的,即使是拉深用不锈钢材料,其垂直塑性的异向性特性值也远低于普通碳钢:同时,又因为屈服点高,冷作硬化严重,所以不仅在拉深过程中容易产生皱纹,面且板料在凹模圆角处产生的弯曲和反向弯曲变形引起的回弹,往往都会在制件侧壁形成凹陷或挠曲。 杭州品质五金加工批发价
文章来源地址: http://jxjxysb.huagongjgsb.chanpin818.com/jwjjg/jjg/deta_27398161.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。